 Pусский
Pусский English
English 中文简体
中文简体 русский
русский Deutsch
Deutsch 日本語
日本語 한국어
한국어
Новости отрасли
Dec 30,2020
Как производится спеченное магнит NDFEB
Стопные материалы с постоянными магнитами NDFEB разделены на низкую принудительную силу (N), среднюю принудительную силу M, высокую силу принуждения H, супер-высокую силу принуждения, ультра-высокую принудительную силу UH в соответствии с принудительной силой магнитной прочности поляризации, высокой совокупности EH категория шесть продуктов.
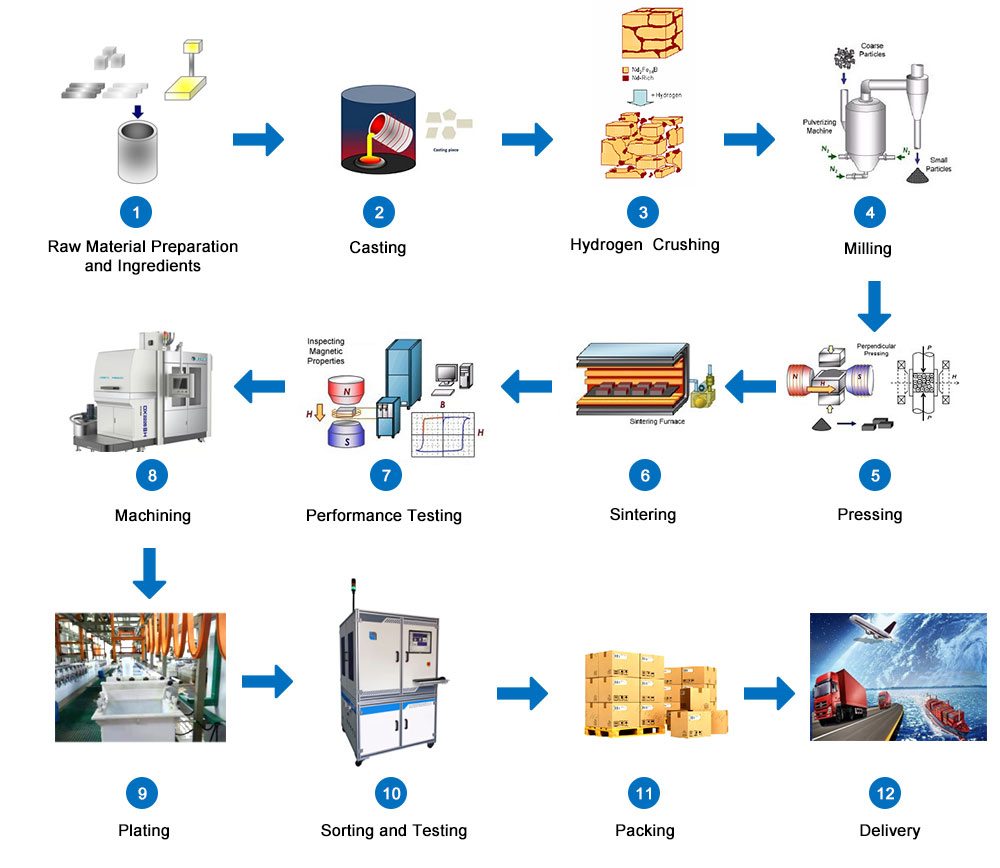
1. Конструкция композиции: дизайн композиции спеченного NDFEB очень важен. Это связано с тем, могут ли качество продукта и магнитные показатели производительности соответствовать требованиям клиента, потому что многие внутренние магнитные свойства материала, такие как магнитная поляризация, температура CURIE и т. Д. Это определяется составом материала. Основной принцип конструкции композиции заключается в обеспечении достаточно высокой внутренней производительности, в то же время всесторонне рассматривая материальные затраты. (Стоимость сырья составляет около 65% -90% от общей стоимости материалов NDFEB. В соответствии с соответствием требований пользователя к магнитным характеристикам, дешевые компоненты следует использовать в максимально возможной степени, а металлы редкоземельных и других материалов драгоценных металлов должны использоваться меньше)
2. Сыльные слитки/срезы: плавка - это 1 -й процесс для спеченных магнитов NDFEB для входа в производственный процесс. Клевовая печь производит сплавные полосы. Процесс требует, чтобы температура печи достигла около 1300 градусов и длится четыре часа. После этого процесса сырье обрабатывается в сплавные хлопья путем плавления тепла и охлаждения, а затем перейти к следующему процессу.
3. Порошка: Цель порошкола состоит в том, чтобы раздавить большие сплавные слитки на порошки определенного размера. Обычно используемый процесс порошка заключается в том, чтобы сделать спиновые полоски NDFEB (таблетки SC) посредством раздавливания водорода и струи. Чтобы получить хорошо ориентированный магнит, частицы порошка должны иметь небольшой размер (3-4 мкм) и концентрированное распределение по размерам, а частицы порошка являются сферическими или почти сферическими.
4. Ориентация и уплотнение: в последнем выпуске я представил магнитную ориентацию спеченного NDFEB. Ориентация порошкового магнитного поля является одной из ключевых технологий для производства высокопроизводительных NDFEB. После того, как измельченный магнитный порошок загружается в форму, для ориентации наносится внешнее магнитное поле, а порошок уплотнения уплотнения после ориентации. В настоящее время обычно используются три типа методов литья: давление мембраны, прессование плесени и холодное изостатическое прессование и изостатическое прессование резиновой формы. С тем же содержанием неодима изостатическое прессование резиновой формы может получить более крупный продукт магнитной энергии.
5. спекание и отпуск: относительная плотность спеченного компакта порошка NDFEB относительно большая, контакт между частицами является механическим контактом, а прочность на соединение низкая. Чтобы дополнительно увеличить плотность, улучшить свойства контакта между частицами порошка и увеличить прочность, чтобы магнит имели микроскопические характеристики высоких постоянных магнитных характеристик, необходимо нагреть добычу до температуры ниже температуры плавления основной фазы порошка и термообработки в течение периода времени. Этот процесс называется спеканием.
После того, как спеченное магнит гашет при высокой температуре, распределение фазы зерна неравномерное, а граница зерна не ясна. Следовательно, необходимо поправить при определенной температуре, чтобы оптимизировать структуру, чтобы получить лучшие магнитные свойства. Удерживание относится к охлаждению спеченного магнитного порошка до определенной температуры, а затем снова нагревает его. Температура отпуска должна быть определена с помощью эксперимента или теплового дифференциального анализа.
6. Обработка и обработка поверхности. Существуют различные формы спеченных NDFEB магнитов, которые фактически используются, такие как диски, цилиндры, кольца, квадраты, плитки, сектора и различные нерегулярные формы. Из-за различных форм и размеров элементов постоянных магнитов, в производственном процессе, за исключением регулярных постоянных магнитных элементов большого размера, другие магниты трудно формировать за один раз. Поэтому, как правило, в процессе металлургии порошка, г -н производит большие кусочки пробелов, после спекания и отпуска, а затем посредством механической обработки (включая резку, перевозку и т. Д.), Обработку шлифования и обработку поверхностного покрытия для производства продуктов, которые соответствуют клиенту, нуждаются в магнитных материалах формы и размера. Есть 3 типа обработки, включая
1. Резка цилиндрические и квадратные столбчатые магниты в дискообразные и квадратные элементы называются резки
2. Обработка круглых и квадратных магнитов в вентиляционные, в форме плитки, или рифмы, или другие сложные магниты называются контурными обработками
3. Обработка круглых стержней и квадратных барных магнитов в цилиндрические или квадратные цилиндрические элементы называются бурением
Методы обработки включают измельчение и нарезку, разрезание электрического разряда и лазерную обработку.
7. Инспекция качества. Инспекция качества и проверка качества продукции во время производственного процесса постепенных постоянных магнитов NDFEB должны включать элементы, перечисленные в следующей таблице, но не каждый предмет должен быть проверен, что должно быть определено по требованиям контракта на заказ на продукт. Решил.
Компания Jinlun Magnet специализируется на исследованиях и разработках, производстве и продаже высокопроизводительных редкоземельных постоянных магнитных материалов.
Быстрые ссылки
Контактная информация.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 +86-186 5748 2111
+86-186 5748 2111
-
 № 1658, улица "Северное Третье кольцо", город Цыси, провинция Чжэцзян, Китай, (почтовый индекс 315300)
№ 1658, улица "Северное Третье кольцо", город Цыси, провинция Чжэцзян, Китай, (почтовый индекс 315300)
Мобильный QR-код
Авторские права © Ningbo Jinlun Magnet Technology Co., Ltd. Все права защищены.

ВЕРШИНА

